在许多工业现场,人们往往将爆炸风险主要归因于气体和蒸汽。但在实际生产中,可燃粉尘同样具有极高危险性。无论是化工原料、塑料、树脂、医药、粮食、金属还是颜料粉尘,都可能在特定条件下引发严重事故。
粉尘不仅会被点燃,它还会长期渗入、堆积、隔热、吸湿和腐蚀,从而持续削弱本应用于危险区域的防爆设备性能。
以下内容说明粉尘对防爆设备产生的真实影响,以及这些影响为何不容忽视。
- 粉尘阻碍散热
粉尘层本身具有明显的隔热效应。即便是较薄的粉尘堆积,也会显著抬高设备表面温度。
当防爆设备温度上升时:
- 热安全裕量被压缩
- 更容易接近温度组别的限制值
- 内部电子元件老化速度加快
一台在 40°C 环境温度下运行正常的设备,在表面积累 2 至 5 毫米粉尘后,可能就会超过允许的温度范围。
- 粉尘侵入密封结构,削弱防护等级
当密封性能因老化或安装偏差而下降时,粉尘会逐步进入设备内部:
- 沉积在端子区域
- 覆盖电路板
- 形成潜在的导电路径
- 吸附空气中的水分
长期来看,这类问题往往会引发短路或局部过热。
- 粉尘吸湿,加速腐蚀过程
在许多行业中,粉尘具有明显的吸湿特性。其吸收空气中的水分后,会在设备表面形成湿膜,从而:
- 促使金属部件发生腐蚀
- 破坏防护涂层
- 降低端子连接的可靠性
- 削弱电缆引入装置的密封效果
粉尘与湿度叠加,是设备失效的一条缓慢但确定的路径。
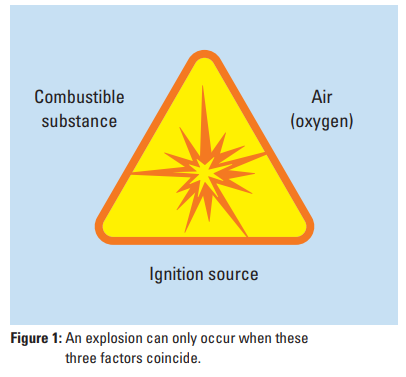
- 粉尘堆积本身就是爆炸隐患
粉尘层的引燃温度往往低于操作人员的直观认知。粉尘云与粉尘层在引燃条件上存在差异,而在很多情况下,粉尘层更容易被点燃。
这正是粉尘环境需要划分 21 区和 22 区的重要原因。
- 粉尘影响光学性能
LED 灯具、扫描装置和指示设备依赖清洁的光学表面。粉尘堆积会:
- 明显降低照度输出
- 干扰传感器或检测装置的读数
- 在透光部位形成局部热积聚
一套原本设计寿命为 10 年的照明系统,可能因粉尘堆积在 3 至 4 年内出现明显性能衰减。
- 粉尘使维护作业风险上升
在危险区域内清理粉尘并非普通清洁工作,而是一项受控作业,通常需要:
- 设备停运或局部停机
- 作业许可流程
- 防静电工具
- 经过培训的人员
- 符合防爆要求的清洁方法
需要特别注意的是,粉尘爆炸风险往往在清理过程中上升,而不是降低。
- 有效应对方式在于设计和密封能力
针对高粉尘环境开发的防爆设备,通常在以下方面投入更多设计考量:
- 稳定可靠的 IP66 或 IP67 防护能力
- 适合多次开启的密封结构
- 抗化学粉尘腐蚀的不锈钢材料
- 较高的耐温裕量
- 表面更平整,减少粉尘附着
例如,R. STAHL 应用于化工和制药粉尘区域的防爆灯具和接线类设备,通过强化密封性能和较高的热安全裕量设计,有效降低粉尘堆积引发过热的风险。